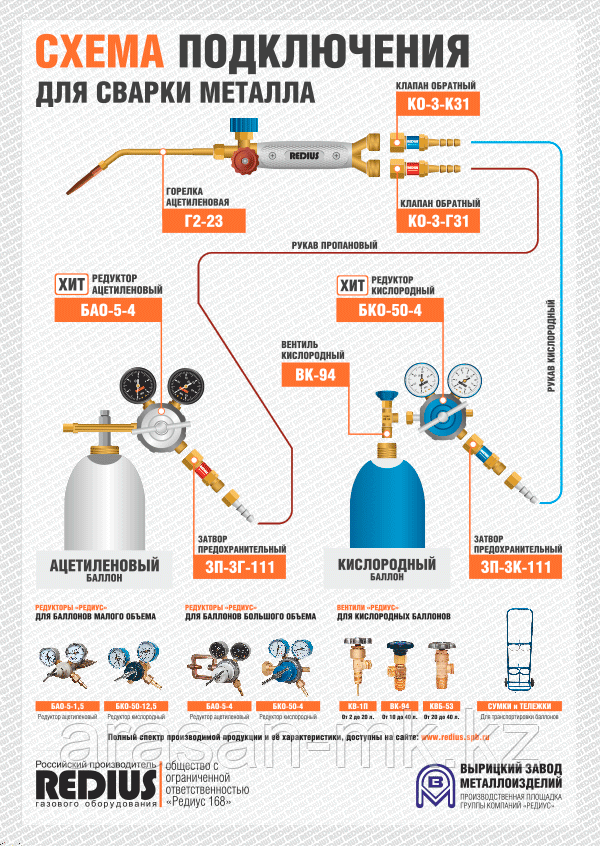
ГОРЕЛКА АЦЕТИЛЕНОВАЯ Г2

- В наличии
- Оптом и в розницу
9 400 ₸
Показать оптовые цены| Основные атрибуты | |
|---|---|
| Страна производитель | Россия |
| Тип горелки | Для газосварки |
| Тип | Горелка |
Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетиленокислородной сварки, пайки, нагрева и других видов газопламенной обраб
Технические характеристики
-Толщина свариваемого металла, мм 1,0-4,0
-Габаритные размеры, не более, мм 415х90х55
-Масса, не более, кг 0,85
Особенности конструкции
-Резьба на выходном штуцере М16х1,5
-Универсальные ниппели Ф6/Ф9 мм
Комплектация
-Наконечники № 2, 3
-Ствол горелки в собранном виде
-Кольцо уплотнительное 012-016-25
| Характеристика ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; | Значение ; ; ; ; ; ; |
| Рабочий газ | Ацетилен |
| Толщина свариваемого металла, мм | 0,2-4,0 |
| Условный проход резино-тканевого рукава, мм | 9/9 |
| Габариты, мм | 415х123х55 |
| Масса, кг | 1,2 |
| Газопламенной сваркой металлов называют процесс, при котором плавление основного и присадочного материалов происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. И хотя газопламенная сварка не позволяет достичь той же скорости и простоты, как дуговая сварка, многие отдают ей предпочтение из-за больше мобильности и универсальности. При газовой сварке происходит сплавление двух заготовок с образованием сварного шва, который после остывания имеет такую же прочность, как исходный металл. Металл, соприкасаясь с пламенем и;; окружающими;; воздухом,;; подвергается структурным изменениям, характер которых зависит от свойств самого металла и режимов газопламенной обработки. При газопламенной обработке происходит изменение структуры металла, содержания в нем примесей и легирующих добавок, обогащение кислородом и другими газами, что, в свою очередь, может вызывать окислительные процессы. В результате плавления металла под воздействием пламени образуется жидкая сварочная ванна, внутри которой происходят сложные физические и химические процессы. Одним из таких процессов является образование оксида железа (FeO), который реагирует с примесями, содержащимися в металле и в первую очередь с кремнием и марганцем. При этом вредные примеси, содержащиеся в сварочной ванне, частично выводятся в сварочный шлак, а частично испаряются в атмосферу в виде газов. Для защиты сварочной ванны от атмосферного воздействия применяют те же методы, что и при дуговой сварке в первую очередь флюсы. Расплавленные флюсы вместе с вредными примесями образуют на поверхности сварочной ванны пленку, которая предохраняет жидкий металл от контакта с атмосферным воздухом и газами, содержащимися в пламени горелки, а остывая, превращается в корку шлака. Газопламенная обработка металла, выполняемая при газовой сварке, способствует повышению температуры основного и присадочного материалов, достаточной для плавления металлов в пределах границ раздела со сварочной ванной. В результате этого в сварочной ванне присутствуют два вида металлов (основной и присадочный), которые перемешиваются между собой, а под действием флюсов и газов, содержащихся в пламени и атмосферном воздухе, взаимодействуют с ними, изменяя свои свойства и состав. По мере удаления от эпицентра пламени температура металла снижается и возникают процессы кристаллизации, образуя сварочный шов. При этом структура металла шва имеет вытянутые укрупненные и направленные к центру кристаллы. Рассмотрим же более подробно процессы, происходящие в зоне действия открытого пламени горелки.; ; |

- Цена: 9 400 ₸